



Как одна из будущих технологий композитных материалов, Pultrusion привлекла внимание многих композитных материалов. Это должно проникнуть непрерывные волокна или их ткани со смолой под тягой оборудования для тяги, и нагреть смолу через литьевую матрицу, чтобы затвердеть смолу для производства композитных материалов. Методы процесса для материалов.
1. Пультрузия
Пультрузия-это непрерывный процесс изготовления лома с постоянным поперечным сечением. Объединяя «притяжение» и «сжатие», пультрузия растягивает материал, в отличие от экструзии, которая толкает материал.
2. Обработка пультрузии
Вуали также могут быть добавлены, чтобы предотвратить эрозию или «цветение волокна», а также для обеспечения коррозии и устойчивости к ультрафиляции.
Технология не ограничивается терморековыми полимерами. В настоящее время пультрузия успешно использовалась с термопластичными матрицами, такими как полибутилентерефталат (PBT) и полиэтилентерефталат (PET) путем пропитывания или обертывания порошка стеклянных волокон в листе термопластичной матрицы, который затем нагревается.
По сравнению с композитами, основанными на терморевностях, экологическая чистота готового продукта и почти неограниченные возможности рециркуляции (обработка) после истощения ресурсов, по -видимому, являются убедительными аргументами в пользу усиленных термопластов.
По этим причинам промышленное производство и использование данного материала росли на 8-10% в год в высокоиндустриализированных странах в последние десятилетия. Новые разработки не только дают практическое повышение производства как прямых, так и изогнутых профилей, особенно в автомобильном секторе, но и растет спрос на эту технологию.
Метод пультрузии для изготовления волоконных композитов из полимерных матриц, по -видимому, эффективна энергия и ресурсы.
Как экономические, так и экологические факторы способствуют использованию термопластичных матриц, но из-за высокой вязкости расплава трудно достичь высокой производительности и высококачественного волокнистого наполнителя с этим типом матриц.
3. Области применения
Продукты, изготовленные с использованием этой технологии, широко используются в следующих отраслях:
В сельскохозяйственной и химической промышленности для изготовления устойчивых, коррозионных устойчивых по этажам с усилением прочности для построения домашних учреждений, химических растений и т. Д.;
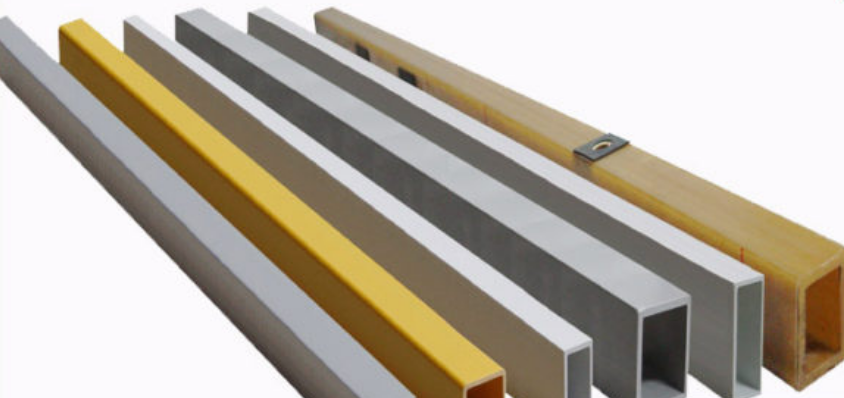
В строительной отрасли он используется для производства материалов, армированных стеклянными волокнами, профилей, туши, укрепления баров для окон и других продуктов.
Структурные компоненты используются при изготовлении самолетов в аэрокосмической промышленности.
В спорте и туризме оборудование для изготовления оборудования с повышенной прочтью свойства: сноуборды, лыжные столбы, флагшполы для гольфа, конструкции палатки и сараев и т. Д.
В электротехнике стекловолокно используется для изготовления диэлектрических конструкций, стекловолокно для композитных изоляторов, опорных конструкций для элементов сигнальных блоков и профилей из стекловолокна для трансформаторов и электродвигателей.
В коммерческом производстве частицы с длинным волокном (LLM) используются в качестве сырья для впоследствии производства конструкций и продуктов с повышенной прочностью и химическими свойствами.
В автомобильной промышленности он используется для производства транспортных сооружений и сложных деталей с повышенной жесткостью, жесткостью и легкостью.
Боксер использует механизмы, структуры и материалы, которые соответствуют высоким стандартам химического, диэлектрического и прочности во многих других отраслях и фабриках.
4. Оборудование для пультрузии
Пультрузированные машиныварьироваться по дизайну. Два типа, которые часто используются, являются взаимными (передача) и непрерывной (кошачьи дорожки).
Для процесса пультрузии филе, макет машины имеет две стадии перемещения, аналогичные передаваемым ручным компонентам, но поскольку процесс прерывистый, с другой стороны установлены только один съемник и матрица.
Платформа перемещается линейно или круглым, зависит от типа профиля, который будет изготовлен. Минимальный радиус для линейной машины с вращающейся платформой составляет ок. 2 метра для меньших радиусов, необходимо круглое движение стола матрица и захвата.
Время сообщения: июль-05-2022