



The pultrusion process is a method of continuous production of composite material profiles. It impregnates untwisted glass fiber rovings and other continuous reinforcement materials, polyester surface mats, etc., and makes it out of the mold continuously after curing in the mold, thus forming an automated production process for pultrusion products.
Products produced by the pultrusion process have higher tensile strength than ordinary steel. The resin-rich layer on the surface makes it have good corrosion resistance, so it is the best product to replace steel in projects with corrosive environments, and is widely used in transportation, electrician, electrical, electrical insulation, chemical industry, mining, marine, boats, corrosive environment and life, civil various fields.
Pultrusion Process
There are many forms of pultrusion molding process, and there are many classification methods. Such as intermittent and continuous, vertical and horizontal, wet and dry, crawler traction and clamping traction, in-mold curing and in-mold gel curing outside the mold. Heating methods include electric heating, infrared heating, high-frequency heating, microwave heating, or combined heating, etc.
The typical process flow of pultrusion molding is:
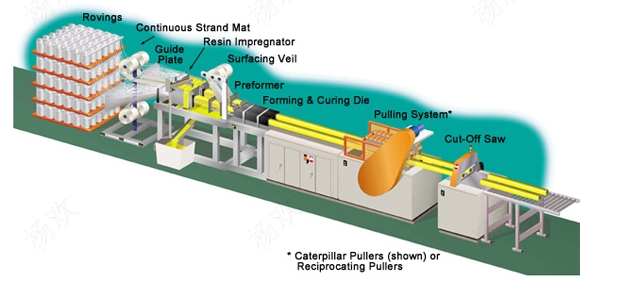
Fiberglass Roving Arrangement – Dipping – Preforming – Extrusion Molding and Curing – Pulling – Cutting – Products
Composition of pultrusion molding equipment
1. Reinforcement material conveying system: such as creel, felt spreading device, yarn hole, etc.
2. Resin impregnation: Straight tank impregnation is the most commonly used method. During the entire impregnation process, the arrangement of fibers and mats should be very neat.
3. Preforming: The impregnated reinforcing materials pass through the preforming device and are carefully passed in a continuous manner in order to ensure their relative position, gradually approaching the final shape of the product and extruding excess resin before entering the mold. Forming and curing.
4. Mold: The mold is designed under the conditions determined by the system. According to the resin curing exothermic curve and the friction performance between the material and the mold, the mold is divided into three different heating zones, and the temperature is determined by the performance of the resin system. The mold is the most critical part of the pultrusion process, and the length of a typical mold ranges from 0.6 to 1.2m.
5. Traction device: The traction device itself can be a crawler-type puller or two reciprocating clamping devices to ensure continuous movement.
6. Cutting device: The profile is cut according to the required length by an automatic synchronously moving cutting saw.

The function of the forming die is to realize the compaction, forming and curing of the blank. Mold section size should take into account the molding shrinkage of the resin. Mold length is related to curing speed, mold temperature, product size, pultrusion speed, properties of reinforcing materials, etc., generally 600-1200mm. The smoothness of the mold cavity should be high to reduce friction, prolong the service life, and be easy to demould. Electric heating is usually used, and microwave heating is used for high-performance composite materials. A cooling device is required at the mouth of the mold to prevent the glue from curing prematurely. The dipping process mainly controls the relative density (viscosity) and dipping time of the glue. Its requirements and influencing factors are the same as those of prepreg.
The curing molding process mainly masters the molding temperature, the temperature distribution of the mold, and the time for the material to pass through the mold (pultrusion speed), which is the key process of the pultrusion molding process. During the pultrusion process, a series of complex physical, chemical and physicochemical changes occur when the prepreg passes through the mold, which has not been well understood until now. Generally speaking, the mold can be divided into three regions according to the state of the prepreg when it passes through the mold. The reinforcement moves through the mold at a constant velocity, whereas the resin does not. The behavior of the resin at the entrance of the mold is similar to that of Newtonian fluid. The viscous resistance between the resin and the surface of the inner wall of the mold slows down the advancing speed of the resin and gradually returns to the level equivalent to that of the fiber as the distance from the inner surface of the mold increases.

During the advancing process of the prepreg, the resin undergoes a cross-linking reaction when heated, the viscosity decreases, the viscous resistance increases and it begins to gel and enter the gel zone. Gradually hardens, shrinks and separates from the mold. The resin moves forward evenly at the same speed as the fibers. Continue to cure under heat in the curing zone, and ensure that the specified degree of curing is achieved when the mold is released. The curing temperature is usually more significant than the peak of the exothermic peak of the glue, and the temperature, gel time and pulling speed are matched. The temperature in the preheating zone should be lower, and the temperature distribution should be controlled so that the curing exothermic peak appears in the middle of the mold, and the detachment point is controlled in the middle of the mold. The temperature difference between the three sections is controlled at 20-30°C, and the temperature gradient should not be too large. The effect of exothermic curing reactions should also be considered. Usually, three pairs of heating systems are used to control the temperature of the three areas respectively.
Traction is the key to ensuring the smooth release of the product. The magnitude of the traction force depends on the interface shear stress between the product and the mold. The shear stress decreased with the increase in pulling speed, and three peaks appeared at the entrance, middle and exit of the die. The peak in the population is produced by the viscous drag of the resin there. Its size depends on the nature of the resin viscous fluid, the temperature at the inlet and the filler content. In the mold, the viscosity of the resin decreases with the increase in temperature, and the shear stress decreases. As the curing reaction proceeds, the viscosity and shear stress increase. The second peak corresponds to the disengagement point and decreases substantially with increasing towing speed. The third peak is at the exit, which is caused by friction between the product and the inner wall of the mold after solidification, and its value is relatively small. Traction is important in process control. To make the surface of the product smooth, it is required that the shear stress (the second peak value) at the point of departure is small, and it should be separated from the mold as soon as possible. The change of traction reflects the reaction state of the product in the mold and is related to fiber content, product shape and size, release agent, temperature, traction speed, etc.
TechnoFRP provides high-quality pultrusion machines and pultrusion molds. If you have any needs, contact us!
Post time: Dec-02-2022