



SMC/BMC COPER COPERCHIO MAPPO/MAPPA



Lo stampo in acciaio SMC/BMC in acciaio è la chiave per produrre chomboni FRP. Le sue dimensioni, classificazione e vantaggi dell'applicazione influenzano direttamente la qualità e le prestazioni del tombino.TechnofrpHa una ricca conoscenza teorica ed esperienza di produzione nel campo dello stampaggio a compressione SMC/BMC e può personalizzare un set completo di linee di produzione di SMC/BMC Tomb Cover per te. Se hai tali requisiti, contattaci. Grazie.
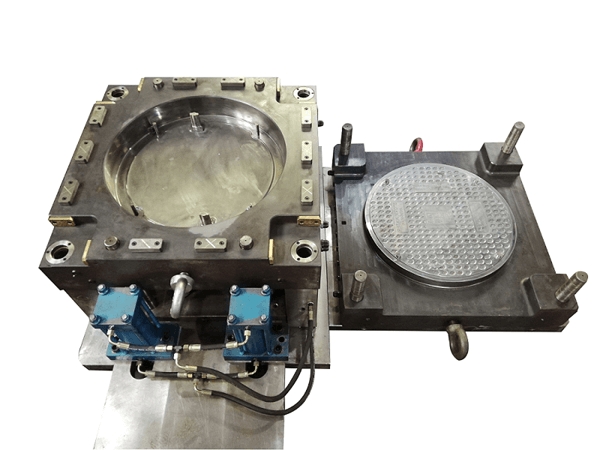
1. SMC/BMCstampo da tombinostruttura
• Stampo superiore e stampo inferiore: lo stampo di solito è costituito da uno stampo superiore e uno stampo inferiore. L'interno dello stampo superiore e inferiore ha la forma del tombino e aSMC COPER COPERCO MAMPAGGIOapplica la pressione per formare il materiale SMC nello stampo.
• Cavità dello stampo e nucleo di muffa: lo stampo contiene una cavità dello stampo (utilizzata per formare la forma principale del tampone) e un nucleo di stampo (utilizzato per formare i dettagli della superficie e la struttura del tombino, come trame, loghi, ecc. .).
• Sistema di riscaldamento: lo stampo è generalmente dotato di un sistema di riscaldamento per riscaldare il materiale SMC durante il processo di stampaggio in modo che scorre e si solidifica ad alte temperature.
• Sistema di scarico: per prevenire bolle o difetti durante lo stampaggio, il design dello stampo può includere un canale di scarico per scaricare l'aria o il gas in eccesso.
2. Dimensione dello stampo SMC/BMC Tombro
La dimensione delStampo in acciaio SMC COPER COPERCHIOè strettamente correlato alle dimensioni del tombino prodotto. Il design dimensionale dello stampo si basa di solito sui seguenti fattori:
• Diametro o lunghezza laterale del tombino: il diametro del comune tombino rotondo varia da 400 mm a 1200 mm e la lunghezza laterale del tombino quadrato varia da 300 mm a 1000 mm. La dimensione dello stampo sarà leggermente più grande della dimensione effettiva del tombino per considerare il flusso e il restringimento del materiale.
• Spessore del tombino: lo spessore del tombino è generalmente compreso tra 25 mm e 100 mm. Il design dello stampo prenderà in considerazione questo per garantire che lo spessore del tombino soddisfi i requisiti dopo lo stampaggio.
• Spessore della parete dello stampo: per resistere all'alta pressione durante il processo di stampaggio, lo spessore della parete delstampo in acciaioè generalmente tra 20 mm e 60 mm, a seconda delle dimensioni dello stampo e della complessità della forma.
3. Classificazione dello stampo di Copertura dei tombini
Gli stampi in acciaio SMC tombano possono essere classificati in base a diversi standard:
1) Classificazione per forma di copertina del tombino:
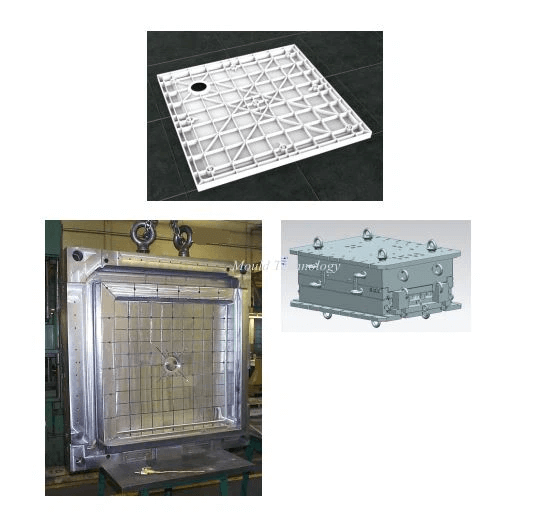
• Stampo circolare: utilizzato per produrre tombini circolari, comunemente usati su strade municipali e marciapiedi.
• Stampo quadrato: utilizzato per produrre tombini quadrati, adatti per l'uso in parchi industriali, aree residenziali, ecc.
• Stampo rettangolare: utilizzato per produrre chomboni rettangolari, adatti per l'uso in occasioni speciali come i fossati di drenaggio.
2) Classificazione per struttura dello stampo:
• Stampo a cavità singola: solo una cavità, adatta per la produzione di singoli tombini, spesso utilizzata per la produzione di piccoli lotti.
• Stampo multi-cavità: contiene più cavità, può produrre più tombini contemporaneamente, è adatto alla produzione di massa ed è più efficiente.
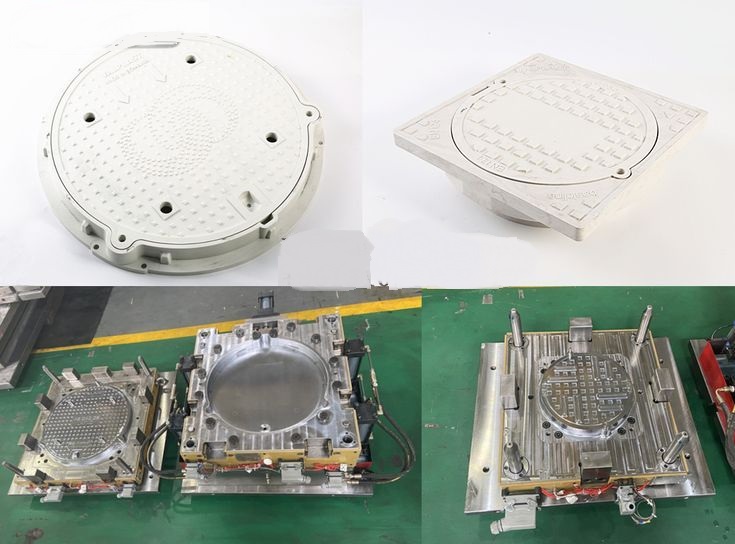
3) Classificazione per consistenza superficiale:
• Mormo di superficie liscio: produce tombini con superfici lisce, solitamente utilizzate in applicazioni che richiedono belle superfici.
• Stampo di superficie strutturato: la superficie ha una trama anti-slip o motivi specifici, adatti per i tombini che richiedono funzioni anti-slip o segni specifici.
4. Processo di utilizzo dello stampo SMC/BMC Tombro
Preparazione del materiale: in primo luogo, inserisci il materiale SMC prefabbricato nello stampo.
Modanatura e pressurizzazione: lo stampo è chiuso e ilPressa idraulicaapplica ad alta temperatura e pressione. Il materiale SMC scorre nello stampo e riempie la cavità dello stampo.
Curretto e raffreddamento: dopo che il materiale è stato solidificato ad alta temperatura, viene raffreddato e formato. Il tombino viene eliminato dopo l'apertura dello stampo.
Post-elaborazione: il tombino dopo lo stampaggio può richiedere un po 'di elaborazione successiva, come la rimozione di baratteri, il rivestimento di superficie, ecc.
5. Applicazioni tipiche
Strade e marciapiedi urbani: le coperture dei tombini prodotte dagli stampi in acciaio SMC tombini sono spesso utilizzati in strade urbane, quadrati, marciapiedi, ecc., Forntinto ad alta resistenza, anti-slittamento, antifurto e altre funzioni.
Parchi industriali: nei parchi industriali, le coperture del tombino SMC sono ampiamente utilizzate a causa della loro resistenza alla corrosione e isolamento, in particolare per le piante chimiche, le centrali elettriche e altre occasioni.
Aree residenziali e commerciali: i tombini SMC sono spesso utilizzati nei sistemi di drenaggio nelle comunità, nei centri commerciali e in altri luoghi, considerando sia la bellezza che la praticità.
La diversità delle dimensioni, la classificazione dettagliata e i numerosi vantaggi degli stampi in acciaio SMC tombini nelle applicazioni li rendono uno strumento indispensabile nei moderni progetti municipali, industriali e ambientali.

6. Maggiori dettagli sul nostro stampo SMC/BMC Tombro
| Numero | Questioni specifiche | Descrizione dettagliata |
| 1 | Selezione di acciaio stampo | I materiali in acciaio da stampo includono: 45#, 50#, P20, H13, 718, 2738, NAK80, S136, SKD61, ecc.Questo tipo di prodotto ha requisiti elevati per l'aspetto. La superficie del prodotto richiede un'elevata luminosità, quindi la scelta del materiale dello stampo è molto importante. Tuttavia, considerando il prezzo, è generalmente più appropriato scegliere l'acciaio P20. La P20 è accusato in acciaio inadatto al trattamento termico ma può essere nitrurato. Durezza 280HRC ~ 400. Dal momento che è stato preduttuto, il taglio meccanico non è troppo difficile. Inoltre, la durezza di questo acciaio è superiore a quella dell'acciaio di carbonio medio e la deformazione è più stabile di quella dell'acciaio di carbonio medio, quindi è ampiamente utilizzata negli stampi di plastica. |
| 2 | Base di stampo | LKM, HASCO, ecc |
| 3 | Software di progettazione | Ug, proe, cad , caxa |
| 4 | Design della struttura dello stampo | I progettisti professionisti progettano una struttura ragionevole per raggiungere il ciclo di produzione più breve, ridurre le procedure di elaborazione non necessarie nella fase successiva e migliorare l'efficienza della produzione. Le strutture del corridore per ugelli caldi, del corridore caldo e degli ugelli caldi sono le tre più comunemente utilizzate. |
| 5 | Sistema idrico di raffreddamento e design del cancello | Le forme di gate ragionevoli sono progettate in base alle caratteristiche strutturali del prodotto e ai requisiti di aspetto. Ci sono grandi cancelli, cancelli latenti, porte della ventola, porte della valvola a aghi, ecc. Un sistema di raffreddamento ragionevole può far raggiungere rapidamente l'equilibrio della temperatura dello stampo per migliorare l'accuratezza del prodotto e l'efficienza di produzione. |
| 6 | Configurazione delle parti | Inserti, pilastri guida, maniche guida, cursori, maniche di scorrimento, blocchi di espulsori inclinati, ecc. Sono realizzati con parti standard resistenti all'usura per aumentare la durata di servizio dello stampo. |
| 7 | Tipo di cavità | Singolo/doppio/multi-tipo |
| 8 | Trattamento superficiale della muffa | Grado di lucidatura industriale |
| 9 | Tempo di demolizione del prodotto | 6-90 secondi |
| 10 | Vita di muffa bersaglio | Più di 500.000 volte |
| 11 | Tempo richiesto per completare lo stampo | 25-70 giorni |
7. Precauzioni per l'uso di muffe
1) Verificare che non vi siano detriti nella cavità e nel nucleo dello stampo.
2) Verificare che il sistema meccanico di espulsione dello stampo funzioni normalmente.
3) Verificare che nessun detrito stia bloccando il cancello dello stampo e che il sistema di raffreddamento sia normale.
4) Controllare se il blocco lato sicurezza dello stampo è aperto, ecc.
5) Matti di manutenzione dello stampo richiesti:
Dopo aver utilizzato lo stampo, pulire la cavità e il nucleo. Nessun detrito dovrebbe essere lasciato per evitare di danneggiare la superficie dello stampo. Spray Rust inibitore.
Non dovrebbe esserci acqua di raffreddamento lasciata nel sistema di raffreddamento dello stampo. Deve essere pulito per evitare la ruggine bloccando il canale dell'acqua.
Le parti standard meccaniche dello stampo devono essere rivestite con olio lubrificante, come: perno di guida per pin-reset-reset del perno di guida, ecc.
Dopo la chiusura dello stampo, coprilo con un panno resistente alla polvere per impedire alla polvere di entrare nello stampo e causare arrugginire.
8. Perché scegliere noi
1) La società ha introdotto più di dieci apparecchiature avanzate di elaborazione e test di elaborazione dello stampo, come centri di lavorazione CNC di precisione, macchine EDM a CNC, esercitazioni a buche profonde CNC, ecc., Da casa e all'estero.

2) Elevata precisione della muffa:Technofrpha sperimentato maestri che producono stampi, tecnologia professionale e controllo rigoroso ad ogni livello.

3) durata della muffa lunga: lo stampo in acciaio con una durezza di 20-56 può essere premuto 100.000-1 milioni di volte.
4) Personalizzazione professionale: concentrarsi sull'elaborazione e la personalizzazione dello stampo per oltre 20 anni. Stampi diversi possono essere prodotti in base alle esigenze dei clienti.

5) La società ha un seminario di produzione professionale con una capacità di produzione annuale di oltre 200 serie di stampi grandi e piccoli. Ha 630-2000 tonnellate di presse idrauliche per soddisfare le esigenze dei test e della trasformazione dello stampo.


